
- 公司
- 必威体育app官方下载
- 目录
- 新闻和趋势
- 展览
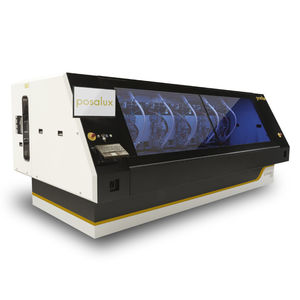
Micro-milling加工中心FP1
5轴
通用
对钻井






添加到收藏夹”
这种产品比较
特征
- 数量的轴
- 5轴
- 主轴方向
- 通用
- 应用程序
- 对钻井
- 其他特征
- 对于micro-milling
- X旅行
-
300mm(12英寸)
- Y旅行
-
300mm(12英寸)
- Z旅行
-
70毫米(3英寸)
- 转速
-
60000 rpm, 100000 rpm (376,991 rad.min-1)
描述
为大规模生产设计•专用硬质材料的铣削过程67 HRC / 900高压•大规模生产一个主轴铣床•振动减少过程由于创新的主轴设计•干燥加工技术对提取废芯片••吸入系统为单元设计集成铣刀轴•空气轴承主轴•旋转60 ' 000 rpm(可选100 ' 000 rpm)•增加刀具寿命(5 ' 000洞)由于创新的主轴设计•无油和无油操作•刀架HSK E25平衡质量0.1 G Micro-Milling•铣Ø0.1 - 2毫米(0.3 - -0.9毫米的典型步骤洞)•精度铣刀X / Y / Z + / - 20μm•精度钻井X / Y / Z + / -•每件工件(8孔)的加工周期< 11秒(例如,在1.4112,64 HRC,直径的台阶孔铣削)。•深度控制+/- 10µm•集成去毛刺站
目录

电火花
4
页面




0/10的必威体育app官方下载乘积比较